












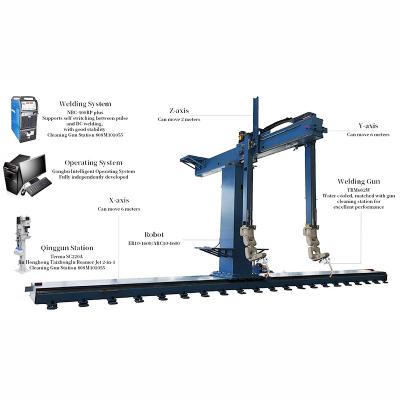

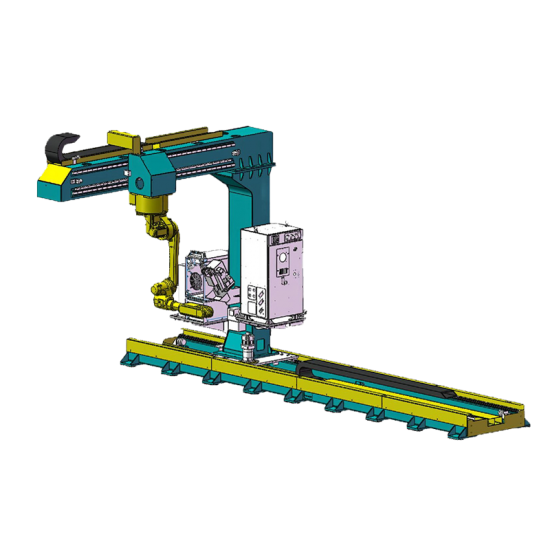
Product images

Cantilever assembly diagram

Parameters of the Cantilever Intelligent Workstation
| Subitem | unit | content |
| Applicable scenarios | / | Welding inside small enclosed spaces such as compartments and partitions within the box (with a depth of less than 2 meters) |
| Equipment specifications | m | 10*5*6 |
| Total power | KW | 37 |
| Maximum working range | m | 15*5(0.700~2.7) |
| Average welding efficiency | m/day天 | 160~220(The structural types are different) |
Performance of Cantilever Nine-axis Intelligent Workstation
| Application processes | welding |
| Environmental protection equipment | optional equipment |
| Work Coordinate System | PCS2、PCS3(Both sides of the cantilever) |
| Working range | 8500*1600*1700 |
| Working hours | 7*20H |
| Welding Process Package | CO2/80% CO2+20%AR solid core carbon steel,CO2 flux-cored carbon steel DC and pulse welding |
| Welding Material Type | spool packaging、drum packaging |
| applicable scenarios | Assembly of square tube beams and columns, assembly welding of primary and secondary beams of light steel H-beam in prefabricated houses |
| Auxiliary Axis | Optional Ground Track and Gantry |
Workflow of the gantry dual-machine nine-axis workstation
1)Manually or via conveyor chain, transport the components to be welded to the workstation frame, positioning them near point P;
2)(Simultaneously or in advance) Operators rotate the model consistently and create nodes based on the component number and placement;
3)If the placement deviation is too large, use a camera to identify the component's positioning point P. If the placement is close enough, operators directly load the model and initiate scanning;
4)After scanning is complete, the system initiates welding;
5)Once the welding of the entire component is completed, transport the component to the subsequent workstation. If there is no component model, the equipment can be operated for welding using visual interaction. After placing the component on the workstation, operators take photos of the welding areas using a camera, match the process, and initiate scanning for welding. Compared to model-driven operations, this method increases the relative workload for operators

Applicable Component Display (Partial)














 IPv6 network supported
IPv6 network supported 