

Process: generation and avoidance of pores
Jan 12, 2023Why do stomata appear?
1.1
The inside of the laser welded hole is in an unstable vibration state, and the flow of the hole and the molten pool is very intense. The metal vapor inside the hole erupts outwards and leads to the steam vortex formed at the opening of the hole, which rolls the protective gas (Ar) into the bottom of the hole, and with the hole moves forward, these protective gases will enter the molten pool in the form of bubbles. Due to the extremely low solubility of Ar and the rapid cooling rate of laser welding, the bubbles are left in the weld seam before they can escape to form stomata. What’s more, it was caused by the poor protection during the welding process that nitrogen invades the molten pool from the outside, and the solubility of nitrogen in liquid iron is very different from the solubility of nitrogen in solid iron. Therefore in the cooling and solidification of the metal, the solubility of nitrogen decreases with the decrease of temperature when the molten pool metal is cooled to the beginning of crystallization can lead to a large sudden decrease in solubility. At this time a large amount of gas precipitates will form bubbles. If the floating rate of the bubbles is less than the metal crystallization rate, the pores are generated.
1. Suppress welding pores by pre-welding surface treatment
Pre-welding surface treatment is an effective method to control the metallurgical pores of aluminum alloy laser welds. The surface treatment methods can be divided into physical mechanical cleaning and chemical cleaning usually.
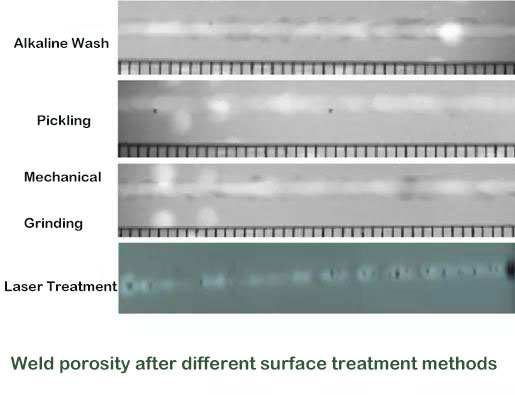
After comparison, taking the chemical method to deal with the surface of the test board (metal cleaner cleaning - washing - alkali washing - washing - washing - washing - drying) is the best. Among them, the alkali wash is removed from the surface thickness of the material with an aqueous solution of 25% NaOH (sodium hydroxide), and the pickling is carried out with a 20% HNO3 (nitric acid) + 2% HF (hydrogen fluoride) aqueous solution to neutralize the residual lye. After the surface treatment of the test plate, the welding is carried out within 24 hours, and the assembly before welding is assembled and wiped with anhydrous alcohol when the test plate is installed for a long time after the test plate treatment.
2. Inhibit welding pores by welding process parameters
The formation of weld porosity is not only related to the quality of weldment surface treatment, but also related to welding process parameters. The influence of welding parameters on the pores of the weld is mainly reflected in the penetration of the weld, that is, the influence of the back width ratio of the weld on the pores.
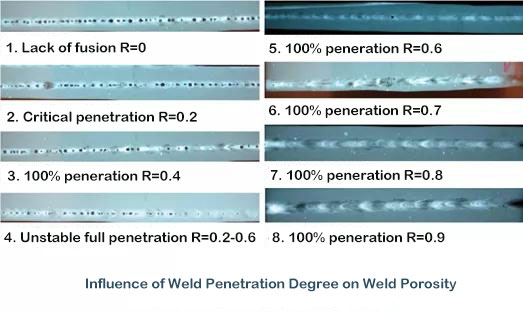
By testing we can know that it can be seen that when the weld back width ratio R is > 0.6, the concentrated distribution of the chain pores in the weld can be effectively improved. And when the back width ratio R is > 0.8, the existence of atmospheric pores in the weld can be effectively improved. What’s more, the residue of the pores in the weld can be eliminated to a large extent.
3.Inhibit welding pores by correctly selecting shielding gas and flow rate.
The selection of protective gas affects the quality, efficiency and cost of welding directly. In the process of laser welding, the correct blowing of protective gas can reduce the weld pores effectively.

As shown in the figure above, Ar (argon) and He (helium) are used to protect the surface of the weld. In the process of aluminum alloy laser welding, Ar and He have different degrees of ionization of the laser which result in different weld forming. It can be seen that the porosity of the weld obtained by using Ar as the shielding gas is less than that of the weld when He is selected as the shielding gas.
At the same time, we should also pay attention to the fact that the gas flow is too small (<10L/min) and a large number of plasmas generated by welding cannot be blown away, which will make the welding pool unstable and the probability of porosity formation increasing. If the moderate gas flow rate (about 15L/min) plasma is effectively controlled and the protective gas plays a good anti-oxidation effect on the molten pool, it will generate the least porosity. Excessive gas flow is accompanied by excessive gas pressure, so that part of the protective gas is mixed into the inside of the tank, which makes the porosity rise.
Affected by the performance of the material itself, it cannot be completely avoid that the welding without generating porosity in the welding process. What it can achieve is to reduce the porosity rate.

合肥邦镭激光科技有限公司





 IPv6 network supported
IPv6 network supported 










